- 2010-08-26 16:21
- 作者:佚名
- 来源:北京普利时机电
激光加工技术的提高,有助于支架制造商迎接大量生产的挑战。支架支柱厚度通常小于70微米,因研究发现了减小厚度的支架的优点,薄支柱的需求越来越大。为了满足这些严格的要求,精确的激光切割技术是必不可少的。微制造杂志最近的一篇文章讨论了如何用先进的运动技术帮助支架制造商回答这些关键行业的很多需求。
为了满足对越来越小的支架支撑的需求,激光工作站的运动部件,控制器(软件),以及激光器本身必须具有前所未有的精度。VascuLathe ®圆柱形激光加工系统是一种满足支架制造应用的苛刻要求的革命性的创新,它全集成的运动系统采用高性能直接驱动线性和旋转运动技术,且配备自动化物料输送功能和湿切割作业功能。
集成的直线和旋转运动设计与基本部件配置的系统相比,具有更高刚性和较小运动质量,使得总体动态刚度更高。由此产生的增加的带宽与传统的组件级的制造方法相比,生产能力提高了2至5倍,同时仍严格保持亚微米级的几何公差。VascuLathe ®更高的生产能力意味着使用更少的机器就能 生产出同等数量的支架,不仅大大降低总劳动力成本和而且对总房屋面积的需求也大大减小。另外,VascuLathe ®可用于在现有生产空间内满足日益增长的生产量的需求,减少因夸大产能产生的费用。.
新生活:先进的激光加工技术是心血管支架市场增长的关键
冠状动脉支架行业----一次性医疗器械发展声势浩大,仅仅在过去的5年前以双位数增长,然后迅速跳入一个两位数的衰退期,正卷土重来。 Frost&Sullivan,圣安东尼奥公司疗器械市场医研究经理Venkat拉詹说:经过2年的近乎停滞后,由于担心安全及过度关注已得到妥善处理,1.8亿美元的支架市场在2009年发布了百分之三的增值。虽然这对支架制造商是好消息,但仍然存在重大挑战。激光加工技术将承担起日益关键的角色来尽力协助他们应付这些挑战。
竞争和创新
2000年,科迪斯(Cordis Corp)公司,迈阿密湖的强生公司,佛罗里达州和波士顿科学公司,纳提克,马萨诸塞州的公司被美国食物及药物管理局批准为药物洗脱支架的唯一供应商。 (售出的支架百分之九十是DES,百分之十是裸金属)。现如今,原始设备制造商的竞争力已经倍增,与雅培血管(伊利诺伊州雅培公园,雅培实验室的一个部门),以及美敦力公司(Medtronic Inc),克利夫兰,与其竞标美国FDA检查的产品的利润份额。约有10个其他公司在发展自己的血管支架。此外,在过去10年,数十名合同制造商进入该行业。
为了有效地参与日益激烈的竞争领域,OEM和合同制造商依靠不断的技术创新,降低成本,提高质量或两者兼而有之。据激光时代科技开发公司(伊利诺伊州沃基根)销售开发部副总裁丹卡普Dan Capp介绍,近几年来,激光支架切割技术的发展提高集中激光工作站,运动系统,控制器(软件)及激光器本身。
激光工作站和激光,直线电机运动系统,直接驱动旋转轴,激光控制电路,以及CAD / CAM和控制软件安装在花岗岩底座上。该支架切割操作开始用直径范围从0.020到0.250不等的不锈钢,铬钴合金或镍钛管,装卡到工作站里。由于软件管理工件的复杂运动,激光切割进入管材料支架模式。
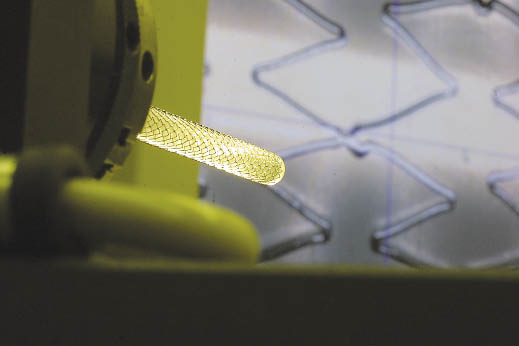
一个激光切割且张开的血管支架,经过SAES Memry光学检测。
照片由SAES Memry提供。
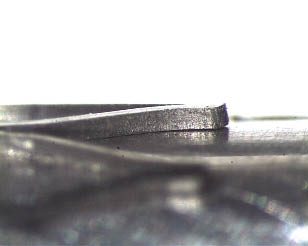
镍钛合金支架结构,用一种Raydiance 50uJ超短脉冲激光切割,
显示没有重铸,浮渣或其他杂物。图片由Rofin Sinar提供。
加利福尼亚州,罗芬齐纳尔公司激光制造工作站医疗器械销售部经理圣克拉拉。斯特凡匡特说:我描述的传统的激光切割即融化并用氧气或惰性气体协助高压吹走的过程。 “今天大多数支架用管的两轴旋转运动切割。利用2轴运动,你的激光束将始终朝着削减管的中心线,这使得支架支撑物从侧面看为V形。3轴和4轴运动也是可以使用的,举个例子,如果你想配置的支撑物断面有不同的角度或为了实现真正的通孔。
匡特还说,支架生产商经常问他的意见,如何使公司的生产工艺简单,更快,更有效率。“许多激光工作站的改进是在最近几年里渐进的,”他说。“不过,针对具体支架产品对系统元件及工作流程加以改进,可以优化客户的制造工艺。例如,有不同的方式把支架管夹持在套管里并引导它。对于管材料,直径公差显示不一致的,就开发先进的管夹具。此外,用户可以用其他材料替代我们的标准管导向材料,以减少衬套管内的摩擦。”
精密运动控制
由于支架支柱,可小至0.0025宽,精密激光切割是必要的,而且依赖于先进的运动控制技术。在过去40年里,匹斯堡的艾若泰克公司,一直在为政府,研究院所和工业应用,包括激光工作站制造运动控制和定位系统。艾若泰克先进自动化事业部经理罗恩类科夫斯基说,公司近年已经推出了两款重点发展项目。“之一,是优化机械结构”他说。传统的运动平台是由许多部分组成-线性和旋转平台螺接在一起。
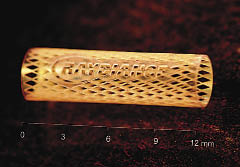
一个生物可吸收支架,直径为80μm,支柱,用Raydiance 智能光
Smart Light MD 50激光加工。图片由Raydiance提供。
“让我们看看,几年前的平台,我们发现阻碍加工速度增长的一个关键限制是系统刚度。”,雷科夫斯基Rekowski说。因此,艾若泰克将集成的直线和旋转设计能力纳入其VascuLathe激光运动机械,比用零件组成的系统生产能力提高2-5倍。同时仍然提供微米级动态公差。
“支架支撑大约70μm宽,而且他们可能有一个半径为20μm的特征。”雷科夫斯基说。他说:“这种尺寸的特征,关键是非常精确地跟踪零件几何形状,因为过冲进一个小角就会切掉支架支撑下部而减少其屈服强度。”
根据类科夫斯基介绍,艾若泰克也提高了它的运动控制软件。“我们可以让客户对正在运行的零件编写一个全局进给速率”他说。“当经过异常小的特征所在的几何位置时,该控制器自动减慢。”例如,如果一个零件的直径(半径)减小,程序会自动降低进给速率,相应的,对支架长而直的部分增加进给速率。“我们的软件现在可以直接处理所有的优化,我们把客户应该承担的这个开发责任删除了。”雷科夫斯基说。
激光创新
克利夫兰的诺曼贵族公司去年9月推出的无热UltraLight 激光,能加工金属和高分子材料而不产生热影响区或烧伤的风险,提供了不断发展的激光加工技术的最新例子。UltraLight到来的新闻使支架行业由YAG激光器到更精密光纤激光器迁移。
“当10多年前支架开始生产时,标准工具是灯光激发的波长为1064nm的 Neodium YAG激光。”罗芬齐纳尔的奎特说。“但在过去几年中,用户已采用光纤激光作为标准,由于它的高光束质量和更高频率。切割速度是以前所能达到速度的两倍,导致更高的生产量。此外,可以实现更精细的切割,例如,在100μm的壁厚的材料上实现0.0006um的切割宽度。在冠状动脉支架领域,用灯光激发YAG激光加工20μm到25μm的切缝是标准的,但用光纤激光,它可以切出具有狭窄切缝的微小支架。”
与YAGs相比,光纤激光器可高出百分之三十以上的能源效率。此外,光纤激光器通常要求每5万小时换新灯,而YAGs每500小时需要更换,所以他们的维修需求较低。
正如YAG激光器,光纤激光器也还对支架产生热影响区(HAZ)。“有办法来限制进入的材料的激光热输入,例如,当发出脉冲激光时,你可以在加工过程中减少切割宽度或泵液体通过管道材料,”奎特说。“但是,总有一些热影响区,这意味着一个激光切割金属支架总是需要后续处理(化学腐蚀和电化学抛光)。”
但由于诺曼贵族的新UltraLight飞秒激光切割不产生热影响区,不需要后处理材料,省去电解抛光,不成问题。UltraLight包括Smart Light MD 50 飞秒光纤激光器被Raydiance Inc. (加州,佩塔卢马)介绍引入。智能光(50微焦耳/每脉冲)系统切割材料比连续波激光困难的多。这种激光将固体材料热熔为液体,最终烧掉或变成气体,据,Raydiance营销总监Adam Tanous说。
子体羽状物。正离子离开互相排斥的目标,并通过库仑驱逐,材料是从目标区弹出。而这一切发生在一个“用飞秒光纤激光器,你提供800飞秒50微焦耳的能量”Tanous说。“你获得非常高的峰值功率,而不是一个热力学过渡,你有一个电子的过程。”波束在目标点电离物质,他继续说,这条过电子,在目标上形成了等离800飞秒的脉冲时限里,在热量可以扩散到烧蚀范围之外引起热损伤之前就完成了
该技术省去昂贵和费时的化学腐蚀后处理,后处理降低了制造商的支架产量,根据Tanous。此外,无热效应,飞秒光纤激光器能加工不断精细的支架,就增长而论,一个关键特点是强调是微创手术日益受到重视。
聚合物支架
其中的调查结果:
零利率支架血栓(血液凝块的形成)为2年的患者,没有重大不利6个月至2年心脏事件的发生,
在支架植入后2年bioabsorption恢复vasomation(对血管收缩和扩张的能力)及减少动脉斑块的治疗。
支架生产的最新进展已超过革命性的进化,根据Frost&Sullivan的拉詹。 “我认为在未来的技术飞跃可能会在6年左右,如果可生物降解的支架等待FDA的批准来到市场。有些公司现在发展他们,他们本质上来说就解散,因此没有长期风险。”
该激光烧蚀技术的最大优势可能是机器的生产能力。许多观察家肯定可生物降解聚合物支架是支架行业的未来。由于熔点介于175℃和200℃之间,聚合物太脆弱了不能用于以热为基础的激光切割。不同于金属支架,可能会导致血液凝块,聚合物支架的生物可吸收性迄今被证明是没有危险的。 2009年3月在医学杂志上,发表了一项对由Abbott实验室制作的生物可吸收DES的一个2年的临床试验结果的手术刀分解般详细的研究报告。


